
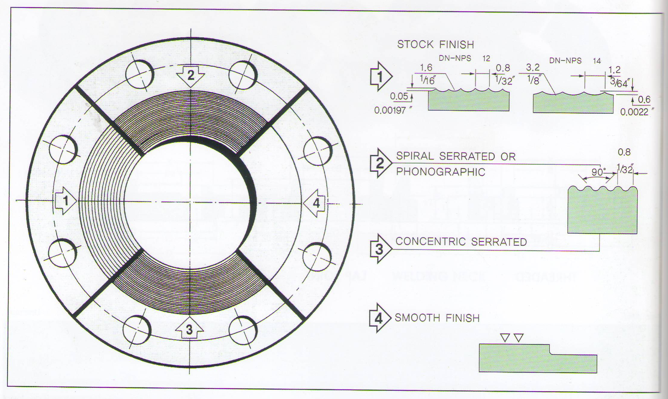
ЗАВЪРШВАНЕ НА ЗАПАСИ:
Най-широко използваното от всяко покритие на уплътнението, тъй като на практика е подходящо за всички обикновени сервизни условия. Това е непрекъснат спирален канал.
Фланците с размери 12″ (304,8 mm) и по-малки се произвеждат с инструмент с кръгъл връх 1/16″ при подаване от 1/32″ на оборот.
За размери 14" (355,6 mm) и по-големи. финалът е направен с 1/8" инструмент с кръгъл връх при подаване от 3/64" на оборот.
СПИРАЛНО НАЗЪБЧЕНО ИЛИ ФОНОГРАФИЧНО:
Това покритие се произвежда с помощта на 90° инструмент със закръглен връх.
КОНЦЕНТРИЧНО НАЗЪБЧЕНО:
Това покритие се произвежда с помощта на 90° инструмент със закръглен връх.
ГЛАДКО ПОВЪРШЕНИЕ:
Използваният режещ инструмент трябва да има приблизителен радиус от 0,06 инча.
Полученото повърхностно покритие трябва да има 125 μ инча до 250 μ инча (ANSI B16.5 параграф 6.4;4.1)
1.ПОВДИГНАТО ЛИЦЕ. И ГОЛЕМИ МЪЖКИ И ЖЕНСКИ
Използва се или назъбено-концентрично, или назъбено-спирално покритие с от 34 до 64 канала на инч.
Използваният режещ инструмент има радиус от приблизително 0,06 инча.
Полученото повърхностно покритие трябва да има приблизителна грапавост от 125 μ инча (3,2 μm) до 500 μ инча (12,5 μm)
2.ЕЗИК И ЖЛЕБ, И МАЛКИ МЪЖКИ И ЖЕНСКИ
Контактната повърхност на уплътнението не надвишава 125 μ инча (3,2 μm) грапавост
3.ПРЪСТЕН СТАВА
Вътрешната стена на жлеба на уплътнението не надвишава 63 μ инча (1,6 μm) грапавост.
4.СЛЯП
Не е необходимо глухите фланци да са обърнати към центъра, ако, когато тази централна част е повдигната, нейният диаметър е най-малко 1 инч.
по-малък от вътрешния диаметър на фитингите от съответния клас на налягане.
Когато централната част е натисната, нейният диаметър не е по-голям от вътрешния диаметър на фитингите за съответния клас на налягане.
Не се изисква механична обработка на вдлъбнатия център.
Време на публикуване: 2 септември 2021 г